



| 产品名: | SWL SD200 |
|---|---|
| 名称: | 马鞍管件布线机 |
| 适用于: | 直鞍,旁鞍 |
| 程序特点: | 参数化录入,自动生成代码 |
| 直管尺寸: | 32-200 |
| 主管尺寸: | 63-无限大 |
| 系统: | 德国倍福PC机 |
| 产品名: | SWL SD200 |
|---|---|
| 名称: | 马鞍管件布线机 |
| 适用于: | 直鞍,旁鞍 |
| 程序特点: | 参数化录入,自动生成代码 |
| 直管尺寸: | 32-200 |
| 主管尺寸: | 63-无限大 |
| 系统: | 德国倍福PC机 |
 Send Email
Send Email Allen Hao
Allen Hao Manager
Manager QQ-Allen
QQ-Allen
AWSP-110/315ZF 马鞍电熔管件布线机
鞍形布线机是我公司2017年针对支管大于110以上的产品开发成功的一款设备,
该款设备抛弃了以往采用注塑垫片绕线,再将垫片放置在模具内进行二次注塑的工艺,而是采用先注塑好鞍形管件本体,
在通过鞍形布线机对鞍座进行弧面铣削达到管件的设计尺寸,在再铣削好的弧面上直接植入发热丝,从而得到整体式
的鞍形直通和鞍形旁通管件。
我公司享有该数据模块编程软件和设备的自主开发知识产权
(ZL 2018 2 1572531.8《一种电熔鞍形管件弧面布线机》)
设备配置
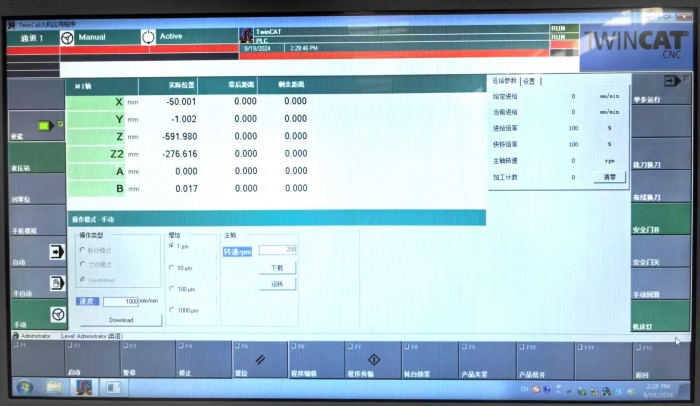
1. 马鞍后布线设备的控制系统德国倍福PC机控制:
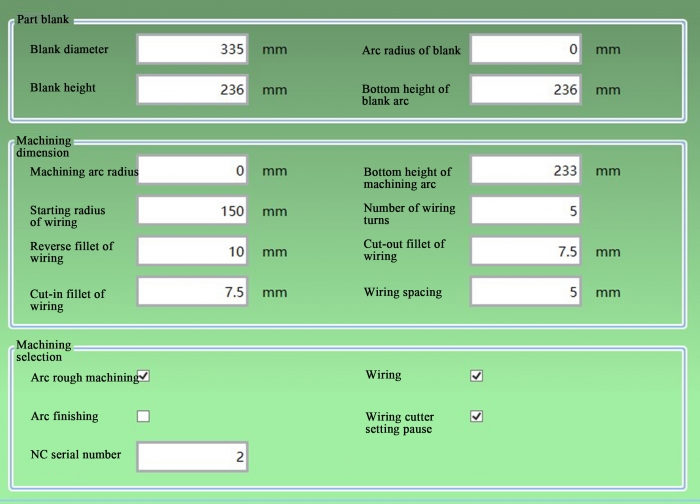
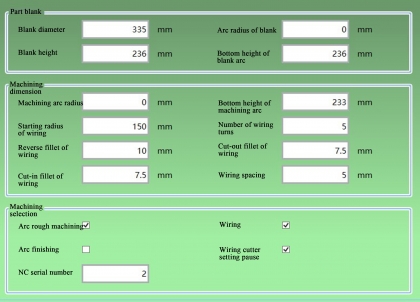
2.数据模块编程软件:参数化控制,设备无需专业编程人员进行编程,只需在PC机上按照产品尺寸要求,填入相对应的数值,数据模块即自动生成对应的加工程序编程。
3.根据管件规格的大小和产品结构,设计产品的夹紧方式,CNC控制系统确保最佳的生产周期及可重复操作性。
4.采用无线手轮控制方式,便于生产操作。
5.参数填入示例图如下:
管件布线
机 | 24位 电熔条码软件生成器
后布丝电熔管件 | 电熔管件绕线机
电熔鞍形管件后布线加工步骤
第一步:在鞍形管件圆弧面上,通过飞刀盘铣削的方式,将鞍形管件圆弧面铣削到要求的尺寸;
第二步:在切削好的弧面植入发热用铜线;
该生产工艺在布线机一次装夹完成的。
※布线原理
鞍形管件连接在专用工装上,刀具根据编制好的5轴CNC联动程序轨迹进行移动,形成连续螺距;布线刀具在移动时将管件表面的塑料划破,划破的塑料在刀具的作用下往刀具两边翻起,在划破翻起塑料的同时将发热铜线埋设在螺旋槽内,利用布线刀具压轮将划破翻起的塑料进行闭合,这样埋设在螺旋槽内的铜线就闭合在管件内内表面下。
※后布线工艺的优点
第一:该种加工工艺制作电熔鞍形管件,无需再在薄壁垫片上进行绕制金属电阻丝,再放置在注塑模具内进行二次注塑,只需一次注塑成型得到整体式鞍形管件毛坯即可,简化了现有工艺的流程,提高了产品的生产效率。
第二:该种加工工艺制作电熔鞍形管件,所得到的鞍形圆弧直径精准、圆弧面平整、产品是一次注塑成型,没有二次注塑造成的冷热熔融界面的整体式电熔鞍形管件,提高了产品质量,并有益于管道系统电熔焊接的质量。
第三:产品布线是采用CNC数控系统控制,在生产同规格产品中,金属电阻丝的长度一致,产品电阻个体差异小,电阻均匀。
第四:管件生产工艺调整方便,使用CNC参数化控制。
第五:管件埋设的铜线采用冷加工的方式进行植入,植入的铜线不受一点的张弛力,铜线不易脱落(翘丝)。